



मोल्ड विनिर्देश
|
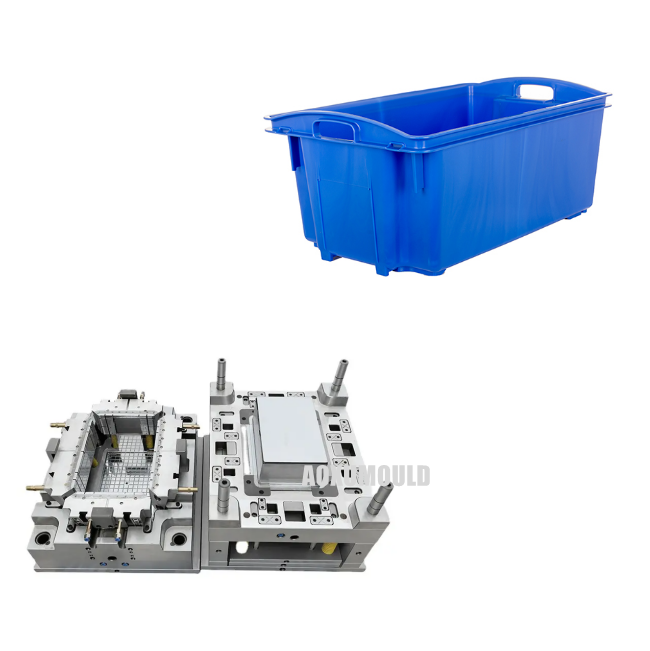
मोल्ड नाम |
प्लास्टिक मछली टोकरा मोल्ड |
|
उत्पाद सामग्री |
एचडीपीई |
|
उत्पाद आकार |
711 x 438 x 313 मिमी |
|
उत्पाद भार |
3100 ग्राम |
|
उत्पाद क्षमता |
55 लीटर |
|
गुहा के लिए मोल्ड सामग्री और। मुख्य |
P20/718H/2738 |
|
गुहा की नग |
1 गुहा |
|
इंजेक्शन प्रणाली |
गर्म धावक |
|
उपयुक्त इंजेक्शन मशीन |
680T |
|
मोल्ड आकार |
1250x880x720 मिमी |
|
मोल्ड वेट |
6200kg |
|
मोल्ड आजीवन |
500 से अधिक, 000 पीसी |
|
डिलीवरी का समय |
45 दिन |
कैसे एक मछली टोकरा मोल्ड डिजाइन करने के लिए?

प्लास्टिक के टोकरे के इंजेक्शन मोल्ड को डिजाइन करते समय उत्पाद संरचना, सामग्री विशेषताओं, मोल्डिंग प्रक्रिया और मोल्ड जीवन को व्यापक रूप से कई कारकों पर विचार करना आवश्यक है। यहाँ प्रमुख डिजाइन चरण और विचार हैं:
1। उत्पाद संरचना और मोल्ड डिजाइन विश्लेषण
आकार और दीवार की मोटाई: बक्से आमतौर पर बड़े होते हैं (जैसे कि मछली के बक्से, लॉजिस्टिक्स क्रेट्स, स्टोरेज क्रेट्स), यह सुनिश्चित करना आवश्यक है कि मोल्ड गुहा की ताकत पर्याप्त है, दीवार की मोटाई एक समान है (आमतौर पर 2। 5-4 मिमी), संकोचन या विकृति से बचने के लिए।
सलाखों और कार्यात्मक संरचना को मजबूत करना: जब सलाखों को मजबूत करने (मुख्य दीवार की मोटाई के 50% से कम या उसके बराबर मोटाई), स्टैकिंग स्लॉट, हैंडल, आदि डिजाइन करते समय, रिलीज झुकाव (आमतौर पर 1-2 डिग्री) और कठिनाई को भरने के लिए आवश्यक है।
बिदाई सतह चयन:
रिवर्स बकल से बचने के लिए टोकरा की अधिकतम प्रोफ़ाइल के साथ बिदाई।
बिदाई रेखा को उपस्थिति पर फ्लैश के प्रभाव को कम करने के लिए गैर-उपस्थिति सतह (जैसे कि बॉक्स के नीचे या किनारे) में यथासंभव छिपा हुआ है।
2। गेटिंग सिस्टम डिज़ाइन
गेट प्रकार:
साइड गेट: छोटे और मध्यम आकार के बक्से के लिए उपयुक्त, कम लागत, लेकिन गेट को मैन्युअल रूप से काटने की आवश्यकता है।
लेटेंट गेट: स्वचालित डिमोल्डिंग, स्वचालित उत्पादन के लिए उपयुक्त।
मल्टी-पॉइंट हॉट रनर: बड़े मछली के बक्से का उपयोग आमतौर पर भरने के समय को कम करने और वेल्ड मार्क्स को कम करने के लिए किया जाता है (जैसे कि टोकरा के चार कोनों पर सममित gluing)।
फ्लो चैनल बैलेंस: सममित लेआउट का उपयोग यह सुनिश्चित करने के लिए किया जाता है कि पिघल समान रूप से भरा हुआ है और वारिंग से बचें (जैसे कि एच-आकार का प्रवाह चैनल)।
कोल्ड फ़ीड अच्छी तरह से: गेट को अवरुद्ध करने से कोल्ड फ़ीड को रोकने के लिए मुख्य धारा के अंत में सेट करें।
3। कूलिंग सिस्टम डिज़ाइन

जलमार्ग के आकार का पालन करें: कंटेनर के प्रोफाइल के साथ कूलिंग पाइप की व्यवस्था करें, विशेष रूप से गहरी गुहाओं और प्रबलित क्षेत्रों (जैसे कि साइड की दीवारें और कंटेनर के नीचे) के लिए।
ज़ोन तापमान नियंत्रण: मोटी-दीवार वाले क्षेत्र (जैसे कि हैंडल की जड़) असमान संकुचन को रोकने के लिए शीतलन को मजबूत करते हैं।
सामग्री चयन: स्थानीय कुशल शीतलन के लिए कॉपर मिश्र धातु या बेरिलियम कॉपर आवेषण।
4। इजेक्टर और इजेक्टर सिस्टम
शीर्ष रॉड लेआउट:
समान रूप से इजेक्शन विरूपण से बचने के लिए बॉक्स की निचली और साइड दीवारों पर वितरित किया जाता है।
इजेक्टर रॉड का व्यास φ5 मिमी ({8-12 बड़े टर्नओवर बॉक्स के लिए मिमी) से अधिक या बराबर है, और संख्या अनुमानित क्षेत्र के अनुसार निर्धारित की जाती है।
गैस-असिस्टेड इजेक्शन: डीप कैविटी टर्नओवर बॉक्स को एयर वाल्व सहायक अस्वीकृति से लैस किया जा सकता है।
रिलीज ढलान: 1 डिग्री से अधिक या उसके बराबर आंतरिक ढलान, बाहरी दीवार ढलान 0। 5-1 डिग्री (पीपी/एचडीपीई सामग्री)।
5। निकास प्रणाली डिजाइन
निकास नाली: बिदाई सतह, इजेक्टर होल में सेट करें और अंतराल को डालें, गहराई 0। 02-0। 04 मिमी (पीपी सामग्री)।
वैक्यूम वेंटिंग: वेंटेड स्टील या वेंटेड स्टील आवेषण गहरे गुहा क्षेत्रों के लिए उपलब्ध हैं।
6। मोल्ड संरचना और सामग्री चयन
मोल्ड सामग्री: प्री-हार्ड स्टील (जैसे कि P20/718H), टेम्प्लेट मोटाई 300 मिमी (बड़े मोल्ड) से अधिक या उससे अधिक है।
गुहा/कोर: उच्च कठोरता सामग्री (जैसे S136, nak8 0), सतह को ra0.2μm या उससे कम के लिए पॉलिश किया गया।
गाइड और मोल्ड लॉकिंग: मोल्ड क्लोजिंग सटीकता सुनिश्चित करने के लिए शंक्वाकार स्थिति ब्लॉक और इच्छुक गाइड कॉलम जोड़ें।
7। परीक्षण और अनुकूलन
प्रक्रिया पैरामीटर: चरण इंजेक्शन (पहले धीमा और फिर तेज), लंबे समय तक दबाव होल्डिंग समय (संकोचन के लिए मुआवजा)।
समस्या को सुलझाना:
संकोचन: होल्डिंग दबाव बढ़ाएं या गेट की स्थिति को समायोजित करें।
वेल्ड मार्क्स: गेट्स की संख्या का अनुकूलन करें या पिघल तापमान बढ़ाएं।
विरूपण: शीतलन जलमार्ग समायोजित करें या समर्थन कॉलम जोड़ें।
प्लास्टिक फिश टोकरा मोल्ड के लिए किस प्रकार का स्टील?
प्लास्टिक फिश क्रेट मोल्ड के लिए स्टील का चयन व्यापक रूप से मोल्ड लाइफ, प्रोसेसिंग प्रदर्शन, संक्षारण प्रतिरोध, पॉलिशिंग आवश्यकताओं और लागत जैसे कारकों पर विचार करना चाहिए। निम्नलिखित आमतौर पर उपयोग किए जाने वाले स्टील्स और उनके आवेदन परिदृश्यों का सारांश है:

1। पूर्व-कठोर स्टील (पूर्व-कठोर डाई स्टील)
- विशिष्ट ग्रेड: P20 (3CR2MO), 718H (संशोधित P20), NAK80 (TATSU, जापान)
- विशेषताएँ :
-P20: कठोरता HRC 30-35, आसान प्रसंस्करण, कम लागत, छोटे और मध्यम आकार के बैच उत्पादन के लिए उपयुक्त।
-718 h: उच्च कठोरता (HRC 35-40), P20 की तुलना में बेहतर पहनने के प्रतिरोध और क्रूरता, जटिल संरचनाओं या उच्च जीवन आवश्यकताओं के लिए उपयुक्त।
-NAK80: प्री-हार्ड स्टेट (HRC 37-43), उत्कृष्ट दर्पण पॉलिशिंग प्रदर्शन, उच्च सतह आवश्यकताओं के लिए उपयुक्त (जैसे पारदर्शी मछली बक्से)।
-प्रोपिकेशन परिदृश्य: साधारण प्लास्टिक मछली बॉक्स (पीपी/पीई सामग्री), कोई अतिरिक्त गर्मी उपचार, छोटे और मध्यम आकार के मोल्ड के लिए उपयुक्त नहीं।
2। जंग-प्रतिरोधी स्टेनलेस स्टील
- विशिष्ट ग्रेड: 420 (4CR13), S136 (ASSAB), HPM38 (HITACHI)
- विशेषताएँ :
- 420: अच्छा संक्षारण प्रतिरोध, कठोरता HRC 48-52 (गर्मी उपचार आवश्यक), आर्द्र या नमकीन वातावरण (जैसे जलीय प्रसंस्करण संयंत्रों) के लिए उपयुक्त।
- S136: उच्च शुद्धता स्टेनलेस स्टील, उत्कृष्ट संक्षारण प्रतिरोध, उत्कृष्ट चमकाने का प्रदर्शन, पानी के साँचे के साथ दीर्घकालिक संपर्क के लिए उपयुक्त।
- आवेदन परिदृश्य: उच्च आर्द्रता, समुद्री जल संपर्क या लगातार सफाई के साथ मछली टोकरा मोल्ड।
3। उच्च पहनने के प्रतिरोधी गर्म काम स्टील
- विशिष्ट ग्रेड: H13 (4CR5MOSIV1)
- विशेषताएँ :
- उच्च तापमान प्रतिरोध (500 डिग्री से ऊपर), उत्कृष्ट पहनने के प्रतिरोध, उच्च गति वाले इंजेक्शन मोल्डिंग या लगातार हीटिंग/कूलिंग मोल्ड्स के लिए उपयुक्त।
- गर्मी उपचार की आवश्यकता है (कठोरता HRC 45-50), उच्च लागत।
- आवेदन परिदृश्य: बड़े पैमाने पर उत्पादन या ग्लास फाइबर प्रबलित प्लास्टिक (जैसे कि प्रबलित पीपी मछली बॉक्स)।
4। आर्थिक कार्बन स्टील
- विशिष्ट ग्रेड: 45# स्टील, S50C
- विशेषताएँ :
-वैस्ट लागत, लेकिन खराब पहनने और जंग प्रतिरोध, सतह उपचार की आवश्यकता होती है (जैसे कि क्रोम चढ़ाना, नाइट्राइडिंग)।
- छोटे बैच परीक्षण उत्पादन या कम परिशुद्धता मोल्ड के लिए उपयुक्त।
- लागू परिदृश्य: अस्थायी मोल्ड या कम बजट परिदृश्य।
सामग्री चयन सुझाव
1। साधारण मछली बॉक्स (पीपी/पीई, छोटे और मध्यम बैच): P20 या 718H को पसंद किया जाता है, लागत और जीवन को ध्यान में रखते हुए।
2। उच्च संक्षारण प्रतिरोध: मोल्ड के जीवन को प्रभावित करने वाले जंग से बचने के लिए 420 या S136 स्टेनलेस स्टील चुनें।
3। उच्च सतह खत्म: NAK80 या S136, यह सुनिश्चित करने के लिए कि मछली बॉक्स की उपस्थिति निर्दोष है।
4। बड़े बैच उत्पादन: H13 या उच्च कठोरता उपकरण स्टील (जैसे D2), पहनने के प्रतिरोध में सुधार।
5। कम लागत परीक्षण उत्पादन: 45# स्टील की सतह उपचार।
- कूलिंग सिस्टम डिज़ाइन: स्टील थर्मल चालकता इंजेक्शन दक्षता को प्रभावित करती है, H13 और कॉपर मिश्र धातु आवेषण कूलिंग का अनुकूलन करते हैं।
-मॉल्ड साइज: बड़े आकार के मोल्ड्स को गर्मी उपचार विरूपण से बचने के लिए अच्छी कठोरता (जैसे 718h) के साथ स्टील का चयन करने की आवश्यकता होती है।
-प्रोसेसिंग टेक्नोलॉजी: प्री-हार्ड स्टील को सीधे संसाधित किया जा सकता है, और अन्य स्टील को गर्मी उपचार भत्ता आरक्षित करने की आवश्यकता है।
यह वास्तविक उत्पादन आवश्यकताओं (आउटपुट, प्लास्टिक प्रकार, पर्यावरणीय परिस्थितियों) के अनुसार मोल्ड आपूर्तिकर्ताओं के साथ गहन संचार करने की सिफारिश की जाती है, और यदि आवश्यक हो तो स्टील के प्रदर्शन परीक्षण का संचालन करें।
कैसेTo EनरTवहलंबे जीवनकाल के साथ मोल्ड?
इंजेक्शन मोल्ड के जीवन को सुनिश्चित करने के लिए, डिजाइन, विनिर्माण, उपयोग, रखरखाव और अन्य लिंक से व्यापक प्रबंधन करना आवश्यक है। यहाँ कुछ प्रमुख उपाय हैं:
1। मोल्ड सामग्री चयन
- उच्च गुणवत्ता वाले डाई स्टील: उत्पाद की आवश्यकताओं (जैसे H13, S136, NAK80, P20, आदि) के अनुसार उच्च पहनने के प्रतिरोध, उच्च क्रूरता और संक्षारण प्रतिरोध के साथ डाई स्टील का चयन करें।
- सामग्री मिलान: इंजेक्शन सामग्री की विशेषताओं को देखते हुए (जैसे कि ग्लास फाइबर वाले प्लास्टिक के मोल्ड जो पहनने में आसान होते हैं), उच्च कठोरता या बेहतर सतह उपचार के साथ मोल्ड स्टील चुनें।
2। उचित मोल्ड डिजाइन
- संरचनात्मक अनुकूलन: तनाव एकाग्रता को कम करने के लिए तेज कोनों या पतली दीवार डिजाइन से बचें; डिमोल्डिंग प्रतिरोध को कम करने के लिए ढलान की ढलान का तर्कसंगत डिजाइन।
- कूलिंग सिस्टम: थर्मल थकान या विरूपण के परिणामस्वरूप स्थानीय ओवरहीटिंग से बचने के लिए समान कूलिंग चैनल लेआउट।
- फ्लो चैनल और एग्जॉस्ट डिज़ाइन: पिघले हुए प्लास्टिक के प्रवाह प्रतिरोध को कम करें, फंसे गैस या जलने से बचने के लिए निकास टैंक को यथोचित रूप से सेट करें।
- बिदाई सतह और मिलान सटीकता: यह सुनिश्चित करने के लिए कि बिदाई की सतह चिकनी है, मोल्ड, थिम्बल और समन्वय अंतर के अन्य भाग उचित है, पहनने को कम करें।
3। सटीक विनिर्माण प्रक्रिया
- हीट ट्रीटमेंट प्रक्रिया: मोल्ड की कठोरता और क्रूरता में सुधार करने के लिए शमन, तड़के और अन्य प्रक्रियाओं के माध्यम से।
-सुरफेस ट्रीटमेंट: नाइट्राइडिंग, क्रोम चढ़ाना, पीवीडी कोटिंग (जैसे कि टिन, टियालन) और अन्य तकनीकों को सतह की कठोरता और संक्षारण प्रतिरोध को बढ़ाने के लिए।
- मशीनिंग सटीकता: मोल्ड पार्ट्स (जैसे मिरर पॉलिशिंग) की आयामी सटीकता और खत्म सुनिश्चित करें, घर्षण को कम करें और मोल्ड स्टिकिंग रिस्क को कम करें।
4। मानक संचालन
- इंजेक्शन मोल्डिंग पैरामीटर अनुकूलन:
- तापमान नियंत्रण: बहुत अधिक या बहुत कम होने के कारण थर्मल तनाव से बचने के लिए सिलेंडर तापमान और मोल्ड तापमान को यथोचित रूप से सेट करें।
- दबाव और गति: मोल्ड प्रभाव भार को कम करने के लिए इंजेक्शन दबाव और गति को कम करें।
-प्रेशम होल्डिंग और कूलिंग टाइम: ओवरफिलिंग से बचने के लिए दबाव को यथोचित रूप से पकड़े हुए दबाव को सेट करें; मोल्ड खोलने से पहले पर्याप्त शीतलन सुनिश्चित करें।
-Avoid अधिभार: अधिभार उत्पादन निषिद्ध है (जैसे कि क्लैम्पिंग बल या इंजेक्शन वॉल्यूम सीमा को पार करना)।

5। नियमित रखरखाव और रखरखाव
- सफाई और जंग की रोकथाम:
- जंग से बचने के लिए प्रत्येक उत्पादन के बाद अवशिष्ट प्लास्टिक और तेल को साफ करें।
-दीर्घकालिक डिसक्शन के दौरान एंटी-रस्ट ऑयल लागू करें, और सील रखें।
- स्नेहन प्रबंधन: नियमित रूप से थिम्बल, स्लाइड और गाइड पोस्ट जैसे चलती भागों में उच्च तापमान ग्रीस जोड़ें।
- जाँच और मरम्मत:
- नियमित रूप से मोल्ड की सतह के पहनने, दरारें या जंग की जांच करें, समय में छोटे नुकसान की मरम्मत करें।
- भारी रूप से पहने हुए भागों जैसे कि थिंबल और आवेषण का प्रतिस्थापन या नवीनीकरण।
6। उत्पादन पर्यावरण नियंत्रण
- तापमान और आर्द्रता प्रबंधन: आर्द्र वातावरण में मोल्ड जंग से बचें।
- स्वच्छ कच्चे माल: सुनिश्चित करें कि प्लास्टिक के कच्चे माल ढाले को खरोंचने से रोकने के लिए अशुद्धियों (जैसे धातु के कण, धूल) से मुक्त हैं।
- ऑपरेशन स्पेसिफिकेशन: हिंसक डिमोल्डिंग या टक्कर से बचने के लिए मोल्ड्स का सही उपयोग करने के लिए ट्रेन ऑपरेटर।
7। मोल्ड मॉनिटरिंग और लाइफ मैनेजमेंट
- उपयोग रिकॉर्ड की संख्या: सांख्यिकीय मोल्ड मोल्डिंग समय, जीवन चक्र की भविष्यवाणी करें।
- नियमित निरीक्षण: आंतरिक दरार या थकान का पता लगाने के लिए अल्ट्रासोनिक, माइक्रोस्कोप और अन्य उपकरणों का उपयोग करें।
-स्पेयर पार्ट्स मैनेजमेंट: मैचुनेशनिंग डाउनटाइम को छोटा करने के लिए अग्रिम में भागों (जैसे आवेषण, थिम्बल) पहनने के लिए तैयार करें।
8। विशेष परिस्थितियों से निपटें
- अत्यधिक संक्षारक सामग्री: संक्षारण प्रतिरोधी स्टील (जैसे S316) का उपयोग करें या सतह कोटिंग जोड़ें।
- उच्च ग्लास फाइबर सामग्री: उच्च कठोरता का उपयोग स्टील डाई, और सतह के उपचार (जैसे हार्ड कोटिंग) को मजबूत करता है।
इंजेक्शन मोल्ड्स के जीवन को बढ़ाने का मूल है:
✅high गुणवत्ता सामग्री + वैज्ञानिक डिजाइन
✅Precision निर्माण + मानक उपयोग
✅regular रखरखाव + निवारक प्रबंधन
व्यवस्थित जीवन चक्र प्रबंधन के माध्यम से, मोल्ड जीवन में काफी सुधार किया जा सकता है और उत्पादन लागत कम हो सकती है।
मोल्ड घटक
मोल्ड स्टील

हॉट रनर सिस्टम

मानक भाग

कैसेTo CहूसA SयूनीIनक़लीMपुरानाMअखंडFयाTवहमछली पकड़ने का काम Mouएलडी?

टोकरा मोल्ड के लिए सही इंजेक्शन मोल्डिंग मशीन का चयन करने के लिए मोल्ड आकार, उत्पाद सामग्री, उत्पादन दक्षता और उपकरण प्रदर्शन के व्यापक मूल्यांकन की आवश्यकता होती है। यहां प्रमुख चरण दिए गए हैं और मापदंडों का चयन कैसे करें:
1। कोर मापदंडों की गणना
(१) क्लैंपिंग फोर्स
मोल्ड लॉकिंग बल इंजेक्शन मोल्डिंग मशीन चयन का प्राथमिक पैरामीटर है, जिसे मोल्ड बिदाई सतह पर पिघल दबाव को कवर करने की आवश्यकता है:
क्लैम्पिंग फोर्स (टन)=अनुमानित क्षेत्र (CM \) \ Times सामग्री दबाव (MPA) \ div 1000 \ _]
- अनुमानित क्षेत्र: टर्नओवर बॉक्स की अधिकतम क्षैतिज अनुमानित क्षेत्र (लंबाई × चौड़ाई) + डालने वाली प्रणाली का क्षेत्र।
-मैटरियल प्रेशर: सामग्री चयन के अनुसार (पीपी/एचडीपीई आमतौर पर 30-50 एमपीए, डीप गुहा या पतली दीवार ऊपरी सीमा लेता है)।
उदाहरण:
टोकरा का आकार 500 × 400 मिमी है, और डालने वाली प्रणाली का क्षेत्र लगभग 10% है
अनुमानित क्षेत्र=(50 सेमी × 40 सेमी) × 1।
क्लैम्पिंग फोर्स=2200 × 50/1000=110 टन (120 टन के मॉडल से अधिक या बराबर का चयन करने की आवश्यकता है)
(२) शॉट वज़न
इंजेक्शन मोल्डिंग मशीन के सैद्धांतिक इंजेक्शन मात्रा को "उत्पाद + धावक" के कुल वजन को कवर करने की आवश्यकता है: इंजेक्शन की मात्रा (जी) से अधिक या उत्पाद के वजन के बराबर या बराबर 1.5 \ _
सामग्री घनत्व: pp के बारे में {{{0}}}।
- सुरक्षा कारक: आम तौर पर 1। 5-2। 0, मशीन क्षमता के 80% से अधिक के इंजेक्शन की मात्रा से बचने के लिए।
उदाहरण:
टर्नओवर बॉक्स नेट वेट 1500 ग्राम, रनर वेट 200 ग्राम, कुल वजन 1700g
सैद्धांतिक इंजेक्शन की मात्रा 1700 × 1 से अधिक या उससे अधिक या उससे अधिक है।
(३) पेंच व्यास और स्ट्रोक
- स्क्रू डायमीटर: प्लास्टिसाइजिंग स्पीड और प्रेशर को प्रभावित करना, बड़े व्यास का पेंच मोटी दीवार उत्पादों के लिए उपयुक्त है (टर्नओवर बॉक्स आमतौर पर φ 60-90 मिमी) का उपयोग किया जाता है।
- इंजेक्शन स्ट्रोक: पिघल भरने की राशि को पूरा करने के लिए, उत्पाद की मोटाई से 4 गुना से अधिक या बराबर स्ट्रोक (डीप कैविटी टर्नओवर बॉक्स को लंबे समय तक स्ट्रोक की आवश्यकता होती है)।
2। मोल्ड और उपकरण मिलान
(1) टेम्पलेट आकार और मापांक
- टेम्पलेट आकार: इंजेक्शन मोल्डिंग मशीन टेम्पलेट मोल्ड स्थापित करने में सक्षम होना चाहिए (लंबाई × चौड़ाई कम या टेम्पलेट आकार के बराबर या बराबर)।
- मोल्ड की मोटाई: मोल्ड क्लोजिंग ऊंचाई न्यूनतम के भीतर होनी चाहिए - इंजेक्शन मोल्डिंग मशीन की अधिकतम मोल्ड मोटाई रेंज।
टर्नओवर बॉक्स मोल्ड का विशिष्ट आकार:
टेम्पलेट आवश्यकताएं: 800 × 600 मिमी (छोटा) से 1500 × 1200 मिमी (बड़ा)
मोल्ड की मोटाई: 400-800 मिमी (इंजेक्शन मोल्डिंग मशीन के मोल्ड स्थान से मेल खाने की आवश्यकता है)
(२) मोल्ड ओपनिंग ट्रैवल एंड इजेक्शन स्पेस
- मोल्ड ओपनिंग स्ट्रोक: यह टर्नओवर बॉक्स × 2 + सुरक्षा दूरी (50-100 मिमी) की ऊंचाई से अधिक होना चाहिए।
उदाहरण के लिए: टर्नओवर बॉक्स ऊंचाई 300 मिमी → 300 × 2 + 50=650 मिमी से अधिक या बराबर स्ट्रोक खोलना।
- इजेक्शन स्ट्रोक: सुनिश्चित करें कि इजेक्टर रॉड पूरी तरह से उत्पाद को बाहर धकेल सकता है (डीप कैविटी टर्नओवर बॉक्स को 100 मिमी से अधिक या उसके बराबर होना चाहिए)।
3। अन्य प्रमुख कारक
(1) भौतिक गुण फिट होते हैं
-बरेल तापमान: पीपी प्रसंस्करण तापमान 200-280 डिग्री के बारे में है, HDPE 180-260 डिग्री के बारे में है, यह इंजेक्शन मोल्डिंग मशीन के तापमान नियंत्रण सटीकता को सुनिश्चित करने के लिए आवश्यक है।
- पेंच संपीड़न अनुपात: पीपी/एचडीपीई अनुशंसित संपीड़न अनुपात 2। 5-3। 0 (यूनिवर्सल स्क्रू हो सकता है)।
(२) उत्पादन चक्र अनुकूलन
- इंजेक्शन की गति: बड़े टर्नओवर बक्से को भरने के समय को कम करने के लिए उच्च इंजेक्शन की गति (80% पूर्ण दर से अधिक या आग की दर से अधिक या उसके बराबर) की आवश्यकता होती है।
-नर्जी बचत आवश्यकताएँ: सर्वो मोटर या ऑल-मोटर इंजेक्शन मोल्डिंग मशीन ऊर्जा की खपत (द्रव्यमान उत्पादन के लिए उपयुक्त) को कम कर सकती है।
(3) विशेष कार्यात्मक आवश्यकताएं
- मल्टी-स्टेज इंजेक्शन: मोटी दीवार क्षेत्रों में संकोचन में सुधार के लिए भरने और दबाव प्रतिधारण का समर्थन खंड नियंत्रण।
-कोर पुलिंग फ़ंक्शन: यदि टर्नओवर बॉक्स में साइड होल या रिवर्स बकल है, तो हाइड्रोलिक सिलेंडर के साथ मॉडल चुनें।
4। चयन प्रक्रिया
A. मोड-लॉकिंग फोर्स और इंजेक्शन वॉल्यूम (कोर पैरामीटर स्क्रीनिंग) की गणना करें।
B. मोल्ड इंस्टॉलेशन साइज (टेम्पलेट, मोल्ड मोटाई, मोल्ड स्ट्रोक) की जाँच करें।
C. मिलान सामग्री प्रक्रिया आवश्यकताओं (बैरल तापमान, पेंच प्रकार)।
ई। अतिरिक्त सुविधाओं का मूल्यांकन (स्वचालन इंटरफ़ेस, ऊर्जा-बचत कॉन्फ़िगरेशन)।
एफ। सत्यापन उपकरण ब्रांड और स्थिरता (हाईटियन, Zhenxiong, एंगेल और अन्य ब्रांड्स मूल्य अंतर)।
5। विशिष्ट मॉडल सिफारिश (एक उदाहरण के रूप में पीपी टर्नओवर बॉक्स लें)
| टर्नओवर बॉक्स का आकार|मोल्ड लॉकिंग फोर्स|इंजेक्शन मात्रा|अनुशंसित मॉडल |
| 300 × 200 × 150 मिमी|60-80 टन|800-1200 g|हाईटियन MA1600/II |
| 500 × 400 × 300 मिमी|120-150 टन|2500-3500 g|ZHENXIONG JM128MK-III |
| 800 × 600 × 400 मिमी|300-400 टन|6000-8000 g|एंगेल विजय 370 |
- वास्तविक परीक्षण मोड सत्यापन: सैद्धांतिक गणना के बाद, मापदंडों को परीक्षण मोड के माध्यम से समायोजित करने की आवश्यकता होती है (जैसे कि क्लैम्पिंग बल को कम करना गेट डिजाइन को अनुकूलित करके प्राप्त किया जा सकता है)।
- आरक्षित अपग्रेड स्पेस: भविष्य के मोल्ड संशोधनों के अनुकूल होने के लिए थोड़ा बड़े मॉडल का चयन करें।
- ऊर्जा की खपत और रखरखाव लागत: पूर्ण मोटर इंजेक्शन मोल्डिंग मशीन में उच्च परिशुद्धता है लेकिन महंगी कीमत, हाइड्रोलिक प्रेस अधिक लागत प्रभावी है।
उपरोक्त विधि के माध्यम से, यह इंजेक्शन मोल्डिंग मशीन और टर्नओवर बॉक्स मोल्ड के कुशल मिलान को सुनिश्चित कर सकता है, जबकि उत्पादन दक्षता और लागत नियंत्रण को ध्यान में रखते हुए।
पैकेट &। वितरण

ग्राहकों की प्रतिक्रिया






